��ˮ����������������������ȣ���������Ч�ʸߡ����гɱ��͡�Ͷ���١�ϵͳ���ص㣬������Ȼ�����Ժ�ˮ��Ϊ����������������������Ʒ����̬������ȶ�����Ⱦ���ŵ㡣��������ˮ���̵��߿շ���Ҫ��ܸߣ�ʩ���ѶȽϴ��̴��߿շ������������������̴ѷ�������������Ϊ������ˮ���̵ġ������ߡ����ɼ��߿շ�������Ҫ�ԡ���������������糧4��300MWȼú����������ˮ����ϵͳ�ķ�������Ϊ����̽�ַ�ֹ��ˮ������������ʴ���豸ѡ����������ռ�����
1 ���չ���
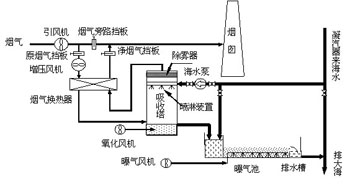
����糧4��300MWȼú����������ˮ����Ĺ���������Ҫ��������������ϵͳ�ͺ�ˮϵͳ��ɡ����Ҫ������ͼ1��ʾ��
���������������������ֻ���������ȴ���ų��������Ժ�ˮ���ա��к������е�����SO2���������ĵײ�����һ��Ԥ�����أ����ڶ�������SO2�ĺ�ˮ���г����������������������ij��ڶ������˳��������Լ��پ�����Я��ˮ����
����ϵͳ�������ǽ�ԭ��������-����������GGH�����º��������������������پ�GGH���Ⱥ������̴ѡ������¶�Խ�ͣ�SO2������Խ�ߣ�������������������ǰ���뽵�£�һ�㽵��80�����ҡ���80����������������������¶Ƚ�һ������40�����ң���������������¶���¶ȣ����׳����������ʽ�¶������̵����̴ѵĸ�ʴ�����⣬���²�������������ɢ�����һ�������̴Ѵ���ð���̣������������ų���������һ����Ҫ����GGH���ȡ�
��ˮϵͳ�������ǽ���ˮ������SO2�γɵ�SO ������������������ȶ���SO ����������ˮ�����ɵ�CO2���Ӷ������ˮ��pHֵ���ܽ�����
2 ��ʴ��������
������ˮ����ϵͳ���豸��������ڴ��ں�ˮ�����������Ļ����У����ܵ������²��ʪ���ʵĽ���Ӱ�죬ͬʱ���ܵ�ˮ����ˢ��ǿ�����������ص����ã���2�ǶԺ�ˮ����ϵͳ��Ҫ�豸�Ͳ�λ�Ļ����������з��������п��Կ�������ˮ�����豸������������Ļ������൱���ӵģ��շ���ʴ�����غܶ࣬��ʴ��ԭ��Ҳ�ϸ��ӡ����������Ҫԭ����һ��Ҫ������
��1 ��ƹ�����������ˮ����ϵͳ���豸����λ�������Ľ��ʻ���
|
ϵͳ |
�豸����λ�� |
�¶� /�� |
SO2 /mg/Nm3 |
pHֵ |
���ʻ������� |
|
�� �� ϵ ͳ |
ԭ�����̵� |
��130 |
��1500 |
- |
δ��¶���������� |
|
�������̵���GGHǰ�� |
��40 |
��150 |
- |
�ɽ�¶�����Ի��� | |
|
�������̵���GGH�� |
��70 |
��150 |
- |
���Ի��� | |
|
��·�̵�������ǰ�� |
��130 |
��1500 |
- |
δ��¶���������� | |
|
��·�̵�������� |
��70 |
��150 |
- |
���Ի��� | |
|
GGHװ�� |
70~130 |
150~1500 |
- |
�������������ᣩ�����������ԣ�����Ļ��� | |
|
�� �� �� |
������������ڴ� |
75 |
1500 |
- |
���������뺣ˮ��ĭ�Ľ����� |
|
������������ |
30~40 |
��150 |
- |
Я������Һ�μ�SO2�ľ����� | |
|
������������ |
40~130 |
150~1500 |
3~8 |
����������������ˮ������ | |
|
������������ |
30~40 |
- |
3~4 |
��ˮ��SO ��SO ��H+��O2���ʽ����� | |
|
�� �� �� |
�������������غ�ˮ�� |
10~32 |
- |
7.8~8.2 |
��ˮ |
|
����������������ˮ�� |
10~32 |
- |
7.8~8.2 |
��ˮ | |
|
�������������غ�ˮ�� |
30~40 |
- |
3~4 |
��ˮ��SO ��SO ��H+��O2���ʽ����� | |
|
�����ر��� |
30~40 |
- |
4~6.8 |
��ˮ��SO ��SO ��H+��O2���ʽ����� |
ԭ������SO2�ĺ���һ����1500 mg/Nm3��SO2��ˮĤ�е��ܽ�ȱ�O2��2000�����ң���˿�ʹ��������������ˮĤpHֵ����Ƚ��ͣ���ʱ�ɴ�3~3.5����֮SO2��������ǿ���������������Ͽ��Խ��л�ԭ��Ӧ���Ӷ�ʹ�������ɸ�ʴ��ص��������ӿ츯ʴ�����⣬�����е�ˮ�ֺ�ʣ������Ҳ�����SO2��¶�㸯ʴ�����������������о���SO2ת�뺣ˮ���SO ��SO ����Щ���Ӿ��к�ǿ�Ļ�ѧ���ԣ��Ը����ĸ�ʴ��Ҫ����Ϊ��ȥ������ʴ���ɼ�����������ˮ��������ϵͳ�У���Ļ����ﶼ����豸������ǿ�ĸ�ʴ���á�
2.2 �ȸ�ʴ
�ں�ˮ�������У���������ϵͳ�������ؾ�ʹ�ô����ĺ�ˮ����˶����������ܵ������Լ�������ϵͳ�ĸ�ʴ����Ҫ����Ϊ�����ӵĸ�ʴ��
��ˮ��ʴ����ȥ������ʴ����ˮ�к�����Խ�ߣ���ʴ�ٶ�Խ�졣��ˮ����������ȡ��ˮ��Ϊ�������ӽ�����(Լ8 mg/l)�ı��㺣ˮ�����ʹ�ú�ˮ�Ը����ĸ�ʴ�ٶȼӿ졣���⣬�����ӱ��������������ڽ��������ϣ����ӽ�����������ż�������������ȡ���ѱ�������O2-��OH-���Ӷ�ʹ�����Ķ�̬��ֲ��ƻ���������ʴ��������Ϊ�����ڽ����IJ����ȱ����Ϊ���ԣ����������Ҳ�������⡣��˶Ժ�ˮ�����������豸��ʴ�Ƿdz����ص����⡣
2.3 ������ʴ
���������ĺ�ˮ�������������ڲ�ͬ�̶�����豸�ij�ˢĥ��ʩ��ʱ�IJ���Ӧ������Ӧ����ʩ�������Լ��豸����ʽ�ṹ��Ҳ�ǿ�����������豸�������︯ʴ�����ء�
3 ��������
��ˮFGD�ķ��������������࣬һ��ѡ�����ĺϽ�ָ��ϲ��ϣ��Ͻ�ֵĿ���ʴ���ܺá���ĥ����һ���Ƿ���Ϳ�ϣ���������Ƭ��֬�������ڸְ��ڱڣ���Ҫ�����������;������̵���
3.1 �������ʵ�ѡ��
(1) ��������
ԭ�������岼�����������������Σ������Ǹ�����������������ҶƬ����ΪQ235-A���������Ϊ#35�֣��ܷ������ΪDIN 2.4605�Ͻ�֣��ɷ�Ϊ��C��0.02��Cr15��Ni60��Mo16��Co2.5��W4��Fe3��V��0.35��
���������岼�����������������Σ������Ǹ����뿪����������ҶƬ����ΪDIN 1.4529�������岻��֣����������#35�ְ�DIN 1.4529�Ͻ�֣��ܷ������ΪDIN 2.4605�����岻��֡�
������·������˫ҶƬ��ʽ����ԭ������ҶƬ����ΪQ235-A������������ҶƬΪDIN 1.4529���������#35�ְ�DIN 1.4529���ܷ������ΪDIN 2.4605��
(2) �̵�
�����̵�ȫ��������֧�Ÿְ��������̵������Ͳ�����ȫ�����÷ǽ��������ڣ��Բ����̵��������ͺ�����ת����е���ݵ������ǽ��������ڵ��ŵ�����ʴ���ܺá�
���������������̵����������¶ȵ����������������ܺ�ˮ������������Ӱ�죬����Ҫ����ߣ����Բ���̼�ְ��ڳ������Ͻϲ��ϡ�
(3) GGH
GGH��ԭ�����뾻����֮��ʵ�������������豸������������ͨ������Ԫ�������ݵģ���������Ԫ������װ��ת�Ӳָ��ڣ���ȷ������㹻���Ļ����������������Ԫ����Ϊ�´ɱ�����ʡ� (4) ������
�������߶�30.80 m��ֱ��13 m������Ϊ̼���������ڱڲ��ò�����Ƭ�����������������Ϸ������г�����������Ϊ�۱�ϩ�������������·�������Ԥ�����أ����������������������������������ӡ��������������ܲ���FRP���ϣ��������������ܲ���CS���ϡ�
(5) ��ˮ��ѹ��
��̨��ˮ��ѹ�þ�Ϊ����˫������ʽˮ�ã�Ҷ�ֺ���IJ���Ϊ316 L ( UNS S31603 )����Ϊ�����İ����岻��֣��ÿ��ڱ�Ϳ������Belzona��˾�������մ�-����ֽ����������Ϳ�㡣
3.2 ����Ϳ�ϵ�ѡ��
��������������ˮ�Ӵ����̵����ܳغ����������ڱ���㣬��Ҫ����Ϳ�Ϸ�����ѡ�õ�Ϳ���л���ú����Ͳ�����Ƭ��֬Ϳ�ϡ�
3.3 ����������������
����ú������ˮ�Ժͷ����Ժã���Ĥ���͡�������ǿ����еǿ�ȸߡ���������ʴ���ܺã��Ǻ�ˮ������Ҫ�������ϡ��ڸù�������Ҫ���ں�ˮ�ܹ�����ˮ��������ˮ�ؼ������ػ������������ķ���������2����
|
Ϳ������ |
Ϳ������ |
���� |
��ɫ |
Ϳ�Ϻ�Ȧ�m |
|
����ú����Ϳ�� |
���� |
1 |
����ɫ |
80 |
|
����ú����Ϳ�� |
���� |
1 |
��ɫ |
80 |
|
��ƽ�Ʋ����� |
������ |
1 |
�� |
200 |
|
����ú���� |
���� |
2 |
��ɫ |
160 |
3.4 �̵����������ڱڷ���
������Ƭ��֬��ָ��һ��Ƭ��(0.4~2.4mm)��һ�����(6~40��m)�IJ�����Ƭ����֬����ƳɵĽ����Ϳ�ϣ�������ͿĨ����Ϳ�ķ���Ϳ���ڽ������漴��Ϊ����Ϳ�㡣���ֳ�����������Ŀ����ԡ����õĻ�еǿ�Ⱥ��������ܣ��ɰ�ȫʹ��100000 h���ϡ��ڸù����У�������Ƭ��֬��Ҫ�����̵����������ĸֻ����ڱ����������3������3 �̵����������ڱڷ����ı������
|
|
����� |
ѡ�ó������ |
��ȩL |
��ע |
|
�� �� |
��ѹ�����GGH�̵� |
������Ϳ����ϩ����������Ƭ |
1.2 |
�������ᡢ���ȣ��������лҳ�ĥ�������ء� |
|
GGH���������̵� |
������Ϳ����ϩ����������Ƭ |
1.2 |
�������ᡢ���ȣ��������лҳ�ĥ�������ء� | |
|
��������GGH�̵� |
��Ϳ����ϩ����������Ƭ |
1.2 |
�������ᡢ�������� | |
|
GGH�������������̵� |
����Ϳ����ϩ����������Ƭ |
1.2 |
�������ᡢ�������� | |
|
��·���塢�����������ź��̵� |
������Ϳ����ϩ����������Ƭ |
1.2 |
�������ᡢ���ȣ��������лҳ�ĥ�������ء� | |
|
�� �� �� |
�������װ塢�ڰ�(0~2.0m) |
������֬��Ƭ2mm+��ĥ����֬��Ƭ1.5mm |
��3.5 |
�����������£�Cl-�ĸ�ʴ���üӾ磬��ˮ��ʱ�����ԣ���˱������������ |
|
ԭ��������������ڴ� |
������Ϳ����ϩ����������Ƭ |
2.0 |
�������ᡢ���ȣ��¶ȱ仯�������ء� | |
|
�����������������ڴ� |
����Ϳ����ϩ����������Ƭ |
2.0 |
��Ҫ���ǵ�������ʪ��ʴ������ | |
|
���ܲ����±ڰ� |
����Ϳ����ϩ����������Ƭ |
��1.8 |
��Ҫ���Ǻ�ˮ��ʴ���� | |
|
���ܲ�ڰ� |
������֬��Ƭ2mm+��ĥ����֬��Ƭ1.5mm |
��3.5 |
����ˮ�ij�ˢĥ���Ϊ���أ��ò�λ�ij�������ȡ��ĥ��ʩ | |
|
���ܲ����ϱڰ� |
����Ϳ����ϩ����������Ƭ |
��1.8 |
��Ҫ���Ǻ�ˮ��ʴ���� | |
|
���ܲ�֧�� |
������֬��Ƭ2mm+��ĥ����֬��Ƭ1.5mm |
��3.5 |
���������뺣ˮ�Ĺ�ͬ��ʴ���� | |
|
�˿ס��ӹܵ� |
������֬��Ƭ2mm + FRP��ǿ1.5mm |
��3.5 |
��������ĥ�� |
ע���̵����ڲ�����֧�Źܡ������壩���˿ס��ӿڷ��������䡢�սDz�λ����FRP��ǿ��
1 Ϳ�ϵ�ʩ������
1.1 �Ի����Ҫ��
(1) ���к��������������ϵģ��Ҵ�ĥ��R��
(2)�ĵĸֻ���������ߡ��ǣ������˿ס��ӹܵ������ء��ֵı��أ���ĥ��R��3.0mm��Բ�����ɡ�
(3) ��ɰ����ֲڶ�Ҫ��RZ��60��m����ɰ����ȼ�Sa��2.5�����ֻ������������ڿɼ���������ȼ�����ʱ������ж�����ɰ�ɽ���Ϳװʩ����
(4) ��������������28 d ���ɽ��б��洦��ʩ����ˮ��ɰ�����������������̡���ʵ��ƽ����
(5) �ֽ��Ż�����¶Ⱥ�ǿ��Ӧ�������Ҫ��Ӧ����ɰ���ѷ졢���ѡ����������
(6) �ֽ��Ż���������ྻ�����ҡ����ۼ�ˮ��������ˮ��Ӧ������4 %��
(7) �ֽ��ű������ɰ�ֻ��˿�ִ�ĥ�������ɰ�������Գ�ȥˮ��ɰ�������ɶ��������ſ飬�Լ��ṹ�ϵ�ȱ�ݺ������з������õ�����(����֬��)��Ȼ���øɾ�����ëˢ��ѹ��������������������ֱ���ﵽʩ��Ҫ��Ϊֹ��
4.2 ��ɰҪ��
(1) ����ĥ�ϱ���������ǣ����㹻��Ӳ�ȣ�����Ϊ0.5~2.5mm��������ѡ��ʯӢɰ��ͭ�����ȿ�ʯ��ĥ��,ĥ�ϵĺ�������30ppm��
(2) ѹ�������������͡���ˮ�Ľྻ������ѹ��Ϊ0.6~0.8MPa��
4.3 ʩ��Ҫ��
4.3.1 ˢͿҪ��
(1) ��ˢպ���̫�࣬�������Һ͵�©��Ⱦ������
(2) ��ˢ����Ӧ�ݺύ�����ʡ�ʮ���ֽ��棬ʹͿ����ȡ�
(3) ˢͿʱ���Ѻ��ס��ȱ�Ե���м䡢��֧�ŹսǺ��ƽ�桢���Ϻ��¡�
4.3.2 ��ͿҪ��
(1) ����һ���Բ���ʢ̫��Ľ��ࡣ
(2) �ε��������ȣ�˳��һ�������Ϳ����Ҫ�عΣ��ع�����ë��֬������档
4.3.3 ��ͿҪ��
(1) ��Ϳ�豸����ѹ���ܡ���ǹ������ѡ��Ҫ���ˣ�������������Ƭ���ϡ�
(2) ���Ҫ���ˣ�ͨ��500~1000mm��
(3) һ����ʩ��ʪĤ��Ȳ��ܳ���700��m������������
(4) ȷ����ǹ���з����빤������ƽ�С�
5 ���������
5.1 �ֻ�����ɰ���
(1) ��ɰ���Ȳ�����Sa2.5�����ֲڶ�Rzֵ������60��m��ȥ��������ʴ������Ƥ�����������������ʱ�ɽ���5���Ŵ۲졣
(2) �ֲڶȽ���ʵ�⣬ÿ5 m2ȡ3�����ԣ�������Ҫ����������ɰ��
5.2 ��ȼ��
(1) ʪĤ��Ȳ���Ӧ�ڳ���ʩ���ڼ���У�ÿ10 m2���������5���㣬��Ȳ����Ӧ��ʱ������
(2) ��Ĥ����ô��Բ���ǽ��м�⣬����ʱͿ�����Ӳ�ɡ�ÿ5 m2��3���㣬ÿ�������ֵ��3��6mm2���ƽ�������ɡ�
5.3 ����
(1) ��ֱ������Ǽ��Ϳ����ף����Ե�ѹ����Ϳ���ȱ仯���仯���ɰ�4000v/mm����㣬����߲��ó���16000V����������Ϊ100%��Ϳ�㡣
(2) ��������ĵ�Ӧ�üǺű����ñ�ǣ���ʱ���������²��ԣ�ֱ���ϸ�
5.4 ����ϩ�����Բ���
��պ�б���ϩ�Ľྻ������Ϳ��һ��С������Լ16~64cm2����Լ30���Ӻ�����ָ��һ��ʪ��IJ�λ�����Ϳ�����������ճ����֤��Ϳ��Ա���ϩ���У���ֱ�ӽ�����һ��Ϳ���ʩ������Ϳ�����û�б仯��˵��Ϳ��Ա���ϩ�����У���ȫ���ë��ϴ�����ʩ����һ��Ϳ�㡣

�� ����(0)18962087188
�� ����0515-88414665
�� �棺0515-88417808
��ϵ�ˣ��� ��
�� �䣺jsxdgk@163.com
�� ַ��www.jsxdgk.org.cn